BC81716MTF
NPN硅平面中功率晶体管
制造商:
产品信息
特点
•预热之间的温度增量焊接应为100 ℃或更低。 *
•在预热和焊接,对温度引线和外壳必须不超过最大温度额定值上所示的数据表。当采用红外加热与回流焊接方法,的差值应为最大10 ℃。
•焊接温度和时间应不超过260 ℃下进行10秒以上。
•当从预热焊接移位时,最大温度梯度应为5 ℃或更小。
•焊接完成后,该设备应可以使其自然冷却至少三分钟。逐渐冷却应作为采用强制冷却将增加的温度梯度,从而导致在潜失效由于机械应力。
•机械应力或冲击不应在被应用冷却。
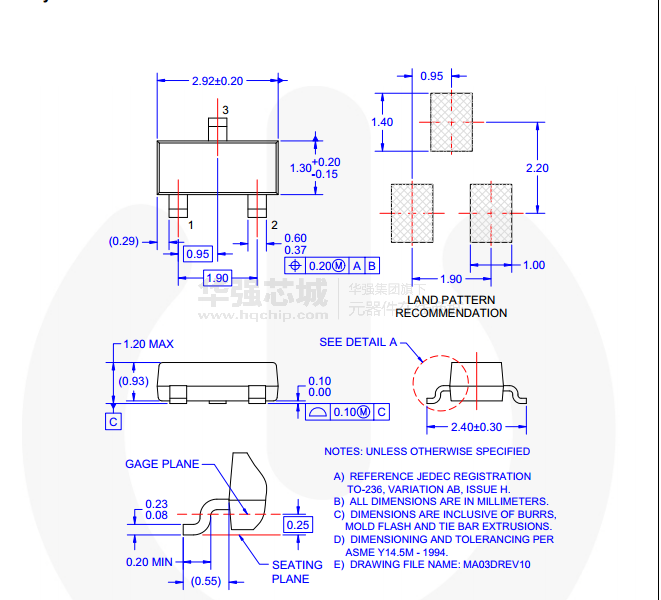
BC81716MTF封装图